

Why PP Cabinets Are Essential for Corrosive Substance Storage in Chemical Plants
The storage of strong acids and alkalis demands specialized solutions that can withstand harsh chemical environments while maintaining worker safety and regulatory compliance. Polypropylene (PP) cabinets have emerged as the industry standard for corrosive substance storage, offering superior resistance to chemical attack and exceptional durability in demanding industrial settings. This comprehensive guide explores why PP cabinets have become indispensable in chemical plants and how they address the unique challenges of corrosive substance management.


Superior Chemical Resistance Properties
The fundamental advantage of PP cabinets lies in their exceptional resistance to chemical corrosion. Unlike traditional metal storage solutions that can degrade when exposed to strong acids and alkalis, polypropylene material maintains structural integrity even when in constant contact with highly corrosive substances. This chemical resistance extends to a wide range of acids including sulfuric acid, hydrochloric acid, and nitric acid, as well as strong bases such as sodium hydroxide and potassium hydroxide.
The molecular structure of polypropylene provides inherent resistance to chemical attack, preventing the material degradation that commonly occurs with metal cabinets. This resistance translates to longer service life and reduced replacement costs, making PP cabinets a cost-effective solution for chemical plants. The material’s non-reactive nature also ensures that stored chemicals remain uncontaminated, maintaining their purity and effectiveness for industrial applications.
Enhanced Safety Features and Double Lock Management
Modern PP cabinets incorporate advanced safety features that address the unique hazards of corrosive substance storage. The double lock management system, as highlighted in the reference information, provides an additional layer of security by requiring two authorized personnel to access stored materials. This dual-control mechanism prevents unauthorized access and ensures proper oversight of hazardous substance handling.
The double lock system also supports compliance with regulatory requirements for controlled substance management. Chemical plants can implement different access protocols based on the sensitivity of stored materials and employee clearance levels. The ability to customize access controls while maintaining security makes PP cabinets adaptable to various operational requirements and security protocols.
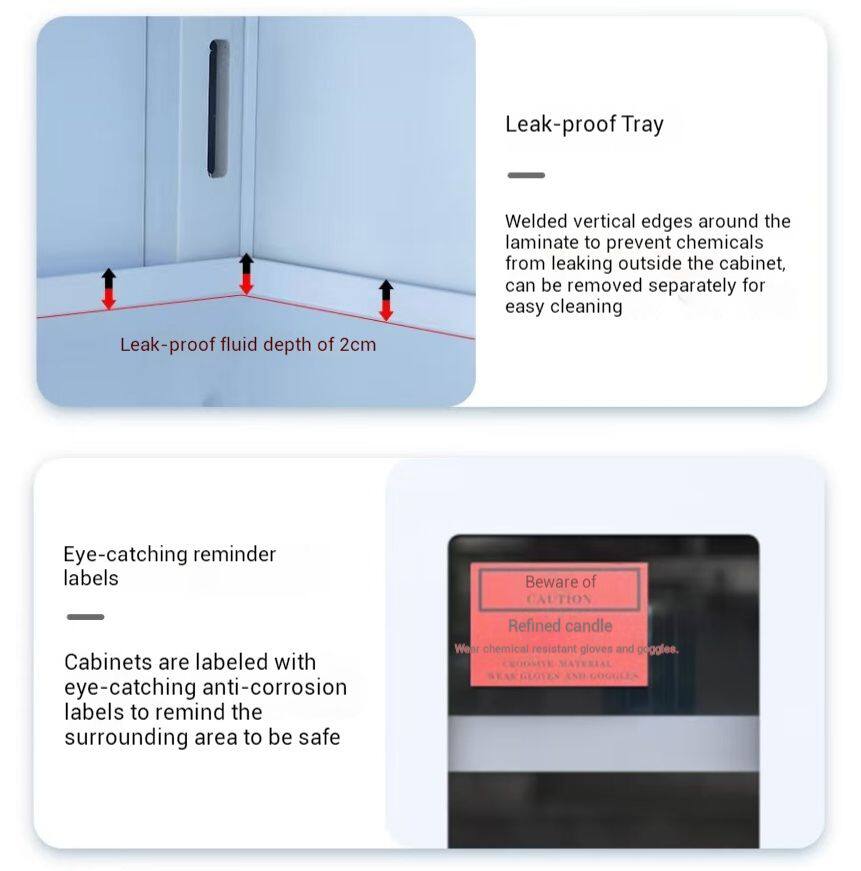
Spill-Proof Design and Environmental Protection
One of the most critical features of PP cabinets is their spill-proof design, which prevents potentially dangerous chemical leaks from escaping the storage unit. The reference information mentions a leak-proof liquid depth of 2CM and spill-proof adjustable shelves that contain accidental spills within the cabinet structure. This containment capability protects both workers and the environment from exposure to corrosive substances.
The spill-proof design also facilitates easier cleanup and maintenance when spills do occur. The adjustable shelves can be removed for thorough cleaning, and the smooth PP surfaces resist chemical absorption, making decontamination procedures more effective. This design consideration not only enhances safety but also reduces maintenance requirements and downtime associated with spill cleanup operations.
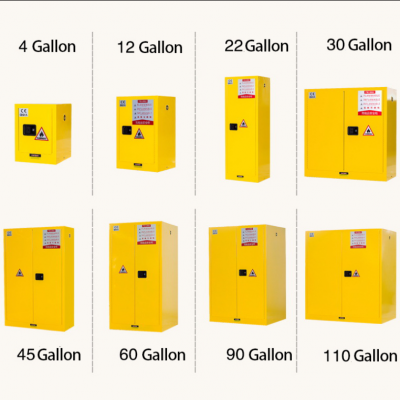
Customizable Storage Solutions
 PP cabinets offer exceptional flexibility in storage configuration, allowing chemical plants to customize storage solutions based on their specific needs. The reference information highlights the “free combination of compartment space” and “free combination of isolation space” that enables users to adjust shelf heights and create custom storage configurations. This adaptability ensures that cabinets can accommodate various container sizes and types while maintaining organized storage.
PP cabinets offer exceptional flexibility in storage configuration, allowing chemical plants to customize storage solutions based on their specific needs. The reference information highlights the “free combination of compartment space” and “free combination of isolation space” that enables users to adjust shelf heights and create custom storage configurations. This adaptability ensures that cabinets can accommodate various container sizes and types while maintaining organized storage.
The customizable nature of PP cabinets also supports changing operational requirements. As chemical inventories evolve or new processes are introduced, the storage configuration can be modified without requiring complete cabinet replacement. This flexibility protects the initial investment and ensures that storage solutions remain relevant throughout the facility’s operational lifecycle.
Regulatory Compliance and Accreditation
Chemical plants must comply with numerous regulatory requirements including OSHA standards, EPA regulations, and industry-specific safety standards. PP cabinets are designed to meet or exceed these regulatory requirements, providing chemical plants with storage solutions that support compliance efforts. The reference information mentions “ACCREDITATION OF AUTHORITATIVE INSTITUTIONS,” indicating that these cabinets meet the standards required by regulatory bodies and accreditation organizations.
Compliance considerations extend to documentation requirements, safety procedures, and employee training programs. PP cabinets support these requirements through their design features and safety capabilities. The ability to demonstrate compliance with regulatory standards can help chemical plants avoid penalties and maintain their operating licenses while ensuring worker safety and environmental protection.
Cost-Effectiveness and Long-Term Value
While the initial investment in PP cabinets may be higher than some traditional storage solutions, the long-term value proposition is substantially superior. The durability and chemical resistance of PP material result in significantly longer service life compared to metal alternatives that may require frequent replacement due to corrosion damage. The reduced maintenance requirements and extended service life translate to lower total cost of ownership over the cabinet’s lifecycle.
Cost-effectiveness also extends to reduced downtime and increased operational efficiency. The reliable performance of PP cabinets minimizes disruptions caused by storage system failures or maintenance requirements. The ability to customize storage configurations without complete system replacement further enhances the cost-effectiveness of PP cabinets, making them an attractive investment for chemical plants seeking to optimize their operational expenditures.
Integration with Modern Chemical Management Systems
 Modern chemical plants increasingly utilize sophisticated management systems for inventory control, safety monitoring, and regulatory compliance. PP cabinets can be integrated with these systems through various technological features including RFID tracking, digital inventory management, and environmental monitoring. This integration creates comprehensive chemical management solutions that enhance operational efficiency and safety performance.
Modern chemical plants increasingly utilize sophisticated management systems for inventory control, safety monitoring, and regulatory compliance. PP cabinets can be integrated with these systems through various technological features including RFID tracking, digital inventory management, and environmental monitoring. This integration creates comprehensive chemical management solutions that enhance operational efficiency and safety performance.
The integration capabilities also support data-driven decision making and continuous improvement initiatives. Real-time monitoring of cabinet conditions, inventory levels, and access patterns provides valuable insights that can be used to optimize storage strategies and improve safety protocols. This technological integration positions PP cabinets as essential components of modern chemical plant operations.
Recently Posted
-
Why Water Park Lockers Always Rust — and the Practical Logic Behind Switching to ABS Waterproof Stor
April 29, 2026Run a water park, and you've probably seen this: metal lockers installed last year are already showing it. Hinges that stick, Read More
Read More -
How to Choose ESD Workbenches for Bulk Order: A Procurement Guide to Quality, MOQ and Lead Time
April 20, 2026Buying one ESD workbench is simple. You find a supplier, pay the invoice, receive the unit, plug it in.Buying 50 — or 500 — is a d Read More
Read More -
ESD Workstation Audit Checklist: What Inspectors Actually Look For in Labs and Electronics Manufactu
April 20, 2026If your ESD workstation fails an audit, the consequences go beyond a failed inspection report. It means your production line stops Read More
Read More -
Why Your ESD Workstation Keeps Failing: Root Causes and Practical Fixes for Industrial Settings
April 20, 2026ESD workstations are supposed to eliminate static discharge risk in sensitive manufacturing environments. But if your equipment ke Read More
Read More

Contact Us
Recommended Products
-
 Industrial-Grade ABS Plastic Locker for Factory Staff and Warehouse Workers|Hengna OfficeUS$ 19 - 100MOQ: 5 Sets
Industrial-Grade ABS Plastic Locker for Factory Staff and Warehouse Workers|Hengna OfficeUS$ 19 - 100MOQ: 5 Sets -
Outdoor ABS Locker Cabinet – UV-Resistant Plastic Storage for Poolside or Beach Resorts-Hengna OfficeUS$ 19 - 100MOQ: 5 Sets
-
45 Gallon Explosion-Proof Flammable Liquid Storage Cabinet – Fire-Resistant Steel Safety Cabinet for FactoriesUS$ 68 - 400MOQ: 2 Combos
-
Flammable Storage Cabinet for Flammable Liquids – OSHA Certified Safety Cabinet With Fireproof Double WallsUS$ 68 - 400MOQ: 2 Combos
-
Large Capacity Flammable Liquid Storage Cabinet – Explosion-Proof Safety Cabinet for Laboratory & Workshop UseUS$ 68 - 400MOQ: 2 Combos



-
Heavy Duty Steel Tool Cart With Drawers for Workshops|Hengna OfficeUS$ 99 - 269MOQ: 2 Cases
-
Wholesale 3-Drawer Tool Trolley With Wheels for Factory and Garage StorageUS$ 99 - 269MOQ: 2 Cases
-
HN-wlj160 Industrial Rolling Tool Organizer With Pegboard|All-in-One Mobile Tool Storage CartUS$ 5 - 120MOQ: 2 Cases
-
White Stackable Pathology Wax Block Storage Drawers for Labs Near London-Hengna OfficeNegotiableMOQ: 10 Pieces
-
Custom Paraffin Block Storage Cabinet for Histology Laboratories – Factory Direct From Hengna FurnitureNegotiableMOQ: 10 Pieces





-
Smart Phone Charging Locker 40-door|Fingerprint Lockers Intelligent Parcel Delivery CabinetUS$ 203 - 750MOQ: 15 Pieces
-
School Gym Lockers Price |Parcel Delivery Storage Locker 12-door FactoryUS$ 203 - 750MOQ: 15 Pieces
-
Multi Metal Work Benches Electrical Workshop Workbench|US$ 300 - 800MOQ: 2 Cases
-
Commercial Workbench Supplier |Multi Metal Work Bench With Drawers OMDUS$ 300 - 800MOQ: 2 Cases
-
Pathological Ection Cabinet JTGZ062 Wax Block Cabinet for LaboratoryNegotiableMOQ: 10 Pieces





-
Durable Tool Storage in Factory HNGJ703 Hard Wearing Metal Industrial Tool ChestNegotiableMOQ: 18 Pieces
-
High - Quality CNC Workshop Tool Cabinet Heavyweight Workshop Tool OrganizerNegotiableMOQ: 10 Pieces
-
Laboratory Polyethylene Acid and Corrosive Chemicals Safety Storage PP CabinetUS$ 340 - 600MOQ: 5 Combos
-
22 Gallons /80 L PP Acid - Base Cabinet: Safeguard Chemical Storage Supplier OEMUS$ 500 - 600MOQ: 5 Combos
-
4 - Gallon Corrosion-resistant Safety Cabinet for Hazardous Chemicals Acid SupplierUS$ 340 - 500MOQ: 5 Combos





